











Narzędzia składane
Narzędzia składane są odpowiedzią na inne rozwiązania w obróbce skrawaniem niż te, które dają narzędzia monolityczne. Tam gdzie potrzeba narzędzi większych, tańszych lub bardziej uniwersalnych stosujemy właśnie narzędzia składane. Dotyczy to praktycznie prawie wszystkich technik skrawających; narzędzi tokarskich, głowic frezerskich, narzędzi do obróbki otworów (wiercenia, fazowania, nawiercania, rozwiercania), czy obróbki gwintów, a także narzędzi do kanałków. Nawet przy dość małych otworach w toczeniu stosuje się narzędzia składane.
Co to jest narzędzie składane?
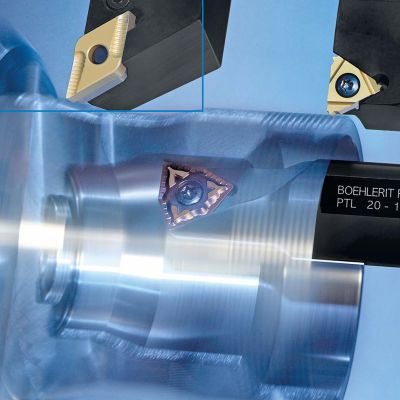
To narzędzie składające się z dwóch części. Korpusu, który może być wykonany ze stali lub węglika oraz dodatkowo posiadać opcję tłumienia drgań oraz płytek – w większości węglikowych, ale niektórzy producenci oferują również wersje stalowe. Głównie chodzi o aspekt ekonomiczny – wymiana samego ostrza skrawającego jest tańszym rozwiązaniem. Samych ostrzy w jednym narzędziu może być więcej niż jedno, jak jest na przykład we frezowaniu głowicami frezerskimi i płytkami. Dodatkowym atutem jest większa powtarzalność – mamy jeden róg, i zależy nam na tym, żeby zawsze mieć w ten sam sposób zamocowane narzędzie (np. promień naroża R0,2, jak w toczeniu). Potrzebujemy dokładności, bo zależy nam na tolerancji otworu (jak w przypadku rozwiercania otworów). W narzędziach składanych, w zależności od wysięgów stosujemy chwyty stalowe, tańsze i krótsze oraz droższe chwyty węglikowe, ale dające większe wysięgi. To samo dotyczy oprawek z tłumieniem drgań (węglik sam w sobie jest też tłumikiem drgań, ale przy większych wysięgach węglik w tłumieniu drgań też potrzebuje wspomagania).
Zastosowanie w praktyce
Narzędzie składane, dzięki swojej konstrukcji pozwala na to, aby tym samym narzędziem wykonywać detale z różnymi promieniami naroża, czy o różnych kształtach. Jest też możliwości stosowania różnych ułatwień (czyli łamaczy wiórów) dostosowanych do obróbki różnych materiałów. Każdy materiał ma swoją specyfikę obróbki. Inaczej obrabia się stal automatowa, narzędziowa, a inaczej stal utwardzona do 60 HRc. Jeszcze inne wymagania stawiają materiały nierdzewne, kwasoodporne, czy żeliwa (co innego szare, co innego austenityczne, czy sferoidalne). Są materiały trudnoobrabialne. Do tej grupy można zaliczyć: stopy żelaza, tytanu, niklu, kobaltu, aluminia, grafity i plastiki oraz ostatnio dość szybko rozwijające się materiały kompozytowe. Dzięki tej prostej zmianie płytki na taką z innym łamaczem lub z innego węglika nagle otrzymujemy narzędzie do obróbki zupełnie innego materiału. Czasami ta obróbka może trwać krótko, ale dzięki temu może być w ogóle możliwa.
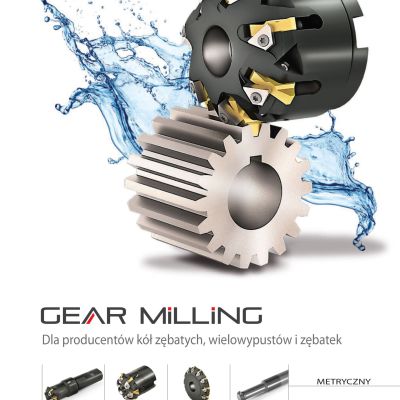
Trochę innych właściwości wymagamy od narzędzi przy toczeniu, gdzie na ogół narzędzie ma ciągły kontakt z materiałem obrabianym, a czego innego oczekujemy przy obróbce frezowania głowicami. Ale fakt jest taki, że prosta zmiana płytki zmienia narzędzie. Przy frezowaniu jest problem dużych powierzchni do obróbki (ten problem występuje również przy toczeniu, ale jest rozwiązywany jednym ostrzem, choć wygląda to trochę inaczej). Dzięki zastosowaniu frezowania głowicami możemy je mieć o prawie dowolnej średnicy (oczywiście z uwzględnieniem tego, że frezarka musi to uciągnąć). Waga w takich przypadkach też ma znaczenie, ale dzięki temu, że mamy pewną ilość gniazd – i pewną ilość ostrzy skrawających i możemy przy pracy wymieniać tylko ostrza (płytki inserty) – możemy sobie poradzić z naprawdę „trudnymi” średnicami. Oczywiście najczęściej używamy mniejszych średnic – a najmniejsze z wymiennymi ostrzami to od około fi 6. Zarówno przy frezowaniu głowicami, wykonywaniu gwintów, fazownikach i nawiertakach, czy narzędziach do kanałków.






