












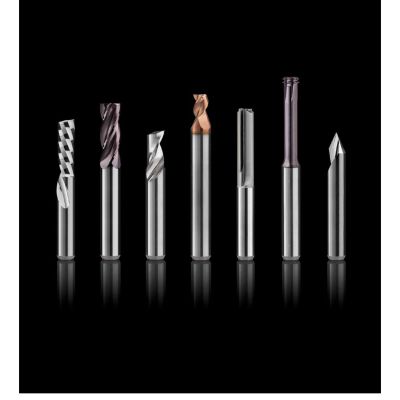



narzędzia monolityczne
Narzędzia monolityczne to bardzo obszerny dział narzędzi skrawających, obejmujący między innymi:
- frezy monolityczne VHM i frezy HSS w różnych odmianach (np. Kendu, Seco-Frezy Jabro)
- wiertła VHM i HSS (Seco-obróbka otworów, Precitool – Mikrowiertła)
- gwintowniki i wygniataki do różnych materiałów i wykonane z różnych materiałów (OSG-Gwintowniki, Seco – Wykonywanie gwintów)
- rozwiertaki jako wykończenie otworów w tolerancji (Solid-Rozwiertaki),
- narzędzia do wygniatania sześciokątów, torxów, kwadratów, radełek i innych kształtów wymyślonych przez konstruktorów
- narzędzia do dłutowania rowków wpustowych, czy sześciokątów
- noże oscylacyjne (Solid- Noże Oscylacyjne).
Dzięki tak szerokiemu asortymentowi możemy wykonywać każdy rodzaj pracy jaki zostanie nam zlecony. Taka różnorodność stawia przed nami też szereg wyzwań związanych z konstrukcją i obsługą zarówno samych narzędzi jak i maszyn.
narzędzia monolityczne
Przykładowo: frez, którego ostrze jest poddawane pracy uderzeniowej musi być wykonany z materiałów odpornych na pracę udarną, a z drugiej strony powinien być odporny na ścieranie. Praca w różnych materiałach – poczynając od stali konstrukcyjnych, stali twardych (do 70 HRc), przez stale nierdzewne i kwasoodporne, superstopy (tytan i jego stopy, kobalt i jego stopy, nikiel), a kończąc na tworzywach sztucznych, piankach konstrukcyjnych, czy drewnie – stawia inne wymagania przed frezami. Trochę inaczej wygląda sytuacja przy wiertłach, czy gwintownikach. Tu głównie zależy nam na tym, aby narzędzie cały czas pracowało w materiale, z ewentualnymi przerwami na złamanie wióra (jeżeli sam się nie łamie) i aby następowało oczyszczenie rowka wiórowego i nie było jego zapychania, które z kolei może prowadzić do uszkodzenia narzędzia. Inne zagadnienie jakie się pojawia, to problem z doprowadzeniem chłodziwa w obszar skrawania, czyli na czoło narzędzia. Związane jest to z siłą odśrodkową. Aby poradzić sobie z tym problemem, firmy zaproponowały narzędzia z chłodzeniem przez środek, podawanym na ostrza. Dotyczy to zarówno wierteł z węglików spiekanych jak i z HSS (choć jest to rozwiązanie kosztowne).
Podobnie jest przy gwintownikach, czy wygniatakach. Tu w zależności od rodzaju otworu (przelotowy, czy nieprzelotowy) chłodzenie jest albo podawane przez środek, albo na ostrze. Generalnie nie ma granicy twardości materiału, który możemy poddać gwintowaniu. Inaczej sytuacja wygląda przy wygniataniu gwintów. Tu granica pracy to około 40 HRc. Przy wygniataniu gwintów trzeba również pamiętać, że te narzędzia nie nadają się do przemysłu chemicznego, czy spożywczego. Ze względu na powstające kieszonki, które trudno oczyszczać. Przy rozwiertakach nie tylko kąt spirali decyduje o tym, czy rozwiertak jest do otworów nieprzelotowych, ale także to, jak ma podawane chłodzenie. Trochę inaczej pracują noże oscylacyjne. Tu ruch obrotowy narzędzia lub detalu jest zamieniony na oscylację (czyli góra – dół z dużą częstotliwością) i dotyczy tylko narzędzia. Dodatkowo maszyna pracująca tymi narzędziami musi mieć możliwość przesuwania się w przód lub do tyłu (czyli posuw). Noże oscylacyjne są wykonywane w dwóch podstawowych wersjach: jedno ostrzowej lub dwu ostrzowej, na dwóch podstawowych chwytach: fi 6 i fi 10. Wymieniliśmy narzędzia, które wymagają ruchu obrotowego narzędzia lub detalu, gdzie następuje proces skrawania, czyli skrobania narzędzia o detal. Osobnym tematem jest obróbka plastyczna narzędziami monolitycznymi. Tu obróbka odbywa się przez tarcie i uplastycznienie materiału, a następnie jego przekształcenie w pożądany kształt. Stąd też ograniczenia takich narzędzi. Nie można ich używać w materiałach zbyt twardych (granica plastyczności to około 40 HRc), czy słabo poddających się uplastycznieniu. Na przykład niektóre gatunki aluminium, ze zbyt małą zawartością krzemu.
Co z dłutowaniem? Tu też właściwie nie ma granicy twardości materiału, który można obrobić, ale im twardszy materiał tym trudniejsza obróbka. Narzędzie, podobnie jak przy nożach oscylacyjnych wykonuje ruch posuwisty. Przy specjalnych maszynach, do tych narzędzi ruch zwrotny jest realizowany z odskokiem, tak by narzędzie nie tarło cały czas po obrabianym detalu.






